锦州华鑫包装机械有限公司
电话: 0416-3888693
传真: 0416-3869958
邮编:121015
邮箱:1364963660@qq.com
网址: http://www.jzhxbz.com
地址:辽宁省锦州市古塔区钟屯乡何屯工业区9-1、2、3#
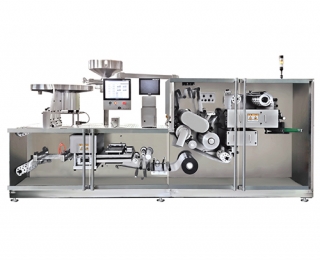
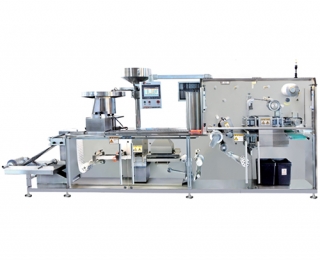
高速泡罩包装机由于生产厂商的不同而存在着很多种形式,目前现有的铝塑泡罩包装机大体可以分为如下三类:辊板连续式铝塑泡罩包装机、平板间歇式铝塑泡罩包装机、平板连续式铝塑泡罩包装机(此种机型尚未广泛使用)。
平板式泡罩包装机热封合分为滚筒式和平板式,平板式热压封合效果好于滚筒式热压封合,而滚筒式热压封合在速度、可靠性等方面优于平板式热压封合。根据生产经验,发现铝塑泡罩包装机在使用中容易在泡罩成型、热压封合、下料等方面出现问题,下面简要介绍如何解决这些问题。
1.高速泡罩包装机泡罩成型
根据泡罩成型是PVC硬片经加热后通过模具并利用压缩空气成型为所需要形状、大小的泡罩的原理,因此当成型出的泡罩出现问题时需要从以下几方面着手解决:
1、如果是个别泡罩成型不饱满或者是成型泡罩破裂需要检查如下几个方面:
(1)检查PVC硬片是否为合格产品或者有气孔存在
(2)成型模具表面是否干净无异物存在,成型孔洞是否光滑,气孔是否通畅;
(3)加热装置的表面是否有毛刺等异物划破加热后的PVC或者粘连PVC
(4)上下加热板是否存在缝隙
2、如果高速泡罩包装机成型出现整排或者有规律的一列或者多列不起泡、成型部饱满、则需要从如下几个方面检查。
(1)成型前加热板温度度是否没有达到设定值,检查温度设置是否不够或者加热温度过高导致PVC拉伸细瘦而出现成型漏气;
(2)成型前加热板不平行于成型模具或者是加热板离成型模具距离超过板块泡罩距离;
(3)加热的PVC贴着下模具运行,导致PVC冷缩;
(4)成型上下加热板相互之间不平行,导致一端加热不均匀。
(5)正压成型的压缩空气是否洁净、干燥,运行时压力是否有低于0.4MPa的现象,管路有无非正常损耗;
(6)高速泡罩包装机板式正压成型模具压力不足或者不平行夹紧PVC带,检查有无漏气现象;
2高速泡罩包装机热压封合
在辊筒式铝塑泡罩包装的热压封合过程中,PVC带与铝箔是由相互平行的辊筒状热封辊和网纹辊在一定温度和压力作用下作啮合式对滚来完成热压封合的。热封辊和网纹辊的接触为线性接触,所需要的压力相对较小。
在平板式铝塑泡罩包装的热压封合过程中,PVC带与铝箔是由相互平行的平板状热封板和网纹板在一定温度和压力作用下在同一平面内来完成热压封合的。热封板和网纹板的接触为面状接触,所需要的压力相对较大。
不论是滚筒式还是平板式热压封合,当出现热封网纹不清晰、网纹深浅不一、热合时PVC带跑位造成硌泡等问题时需要从以下几方面着手解决:
(1)铝箔是否为合格产品,热合面是否涂有符合要求的热溶胶;
(2)加热装置的温度是否过高或过低;
(3)PVC带或铝箔的运行是否有非正常的阻力;
(4)热封模具是否合格,表面是否平整、光滑,PVC带上成型出的泡罩能否顺利套入主动辊辊的孔洞内;
(5)网纹辊(板)上的网纹是否纹路清晰、深浅一致;
(6)热封模具的冷却系统是否工作正常、有效;
(7)热封所需的压力是否正常,低于0.4MPa即不正常;
(8)热主动(板)和网纹辊(板)是否平行。